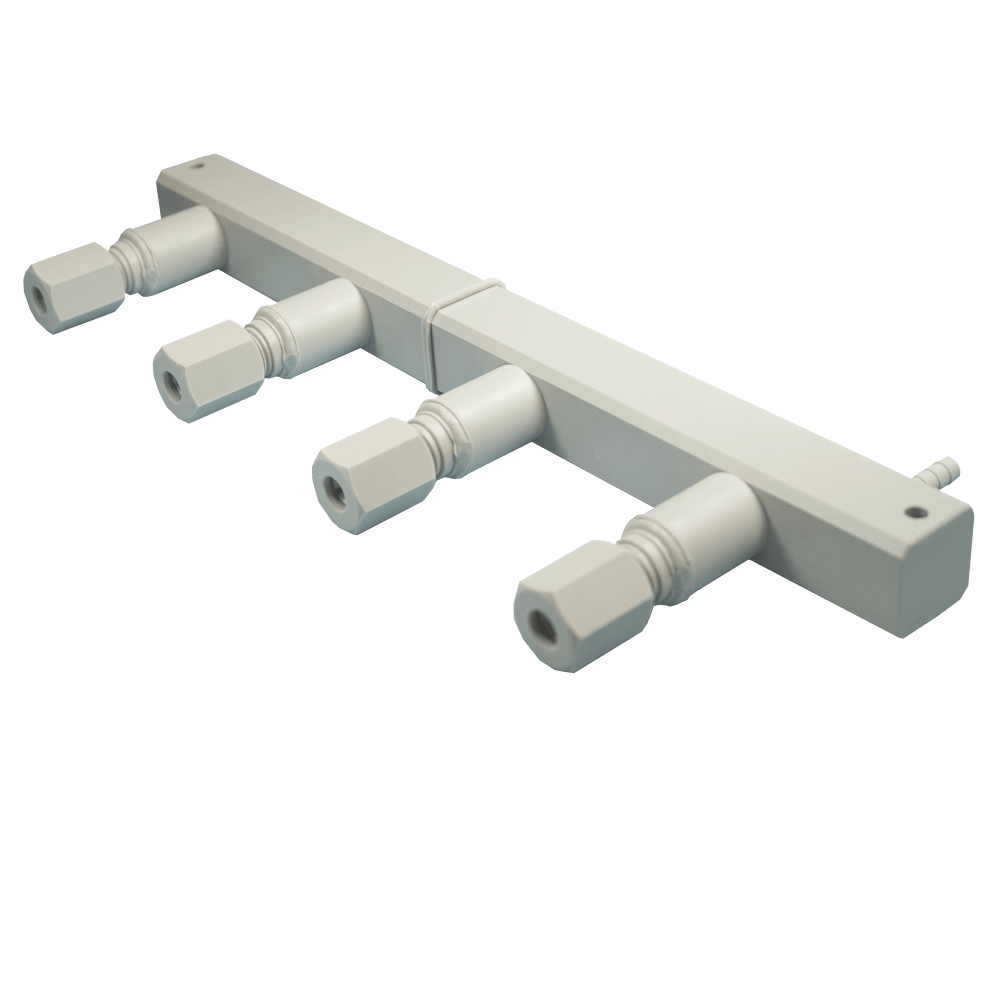
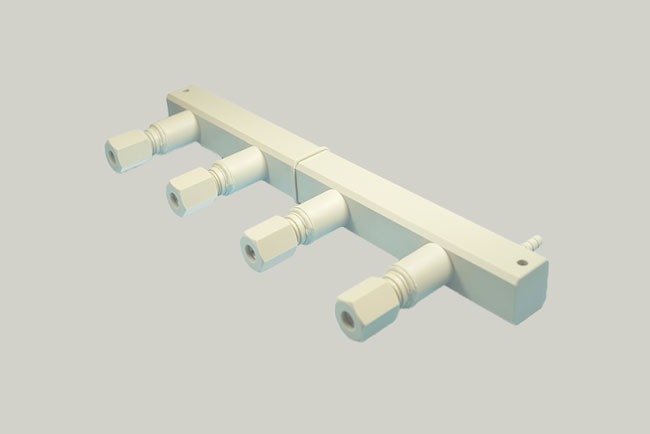
To connect plastic components permanent and sealed there are different proceedings. Here we use the following methods to weld plastics: infrared welding, warm-gas welding (wire welding), mirror-imaged welding and socket welding. We can weld the following plastics: PVC, PE, PP, PVDF.
According to customer requests we connect groups of components, modules, pipelines and components with NC-controlled and parameter-monitored welding equipment. To learn more about the single welding methods and to see examples out of our production please see below
By using wire welding the contact pressure will be put on the welding wire through pushing.
To reach a good welding it is important to pay attention to equal working speed. After finishing the welding process you need to wait until the seam is completely cooled down. The overlaying wire should cut off as near as possible at the raw meterial. The particular welding speed depends on the thickness of the component and the welding wire. Both need to be in a soft condition for welding.
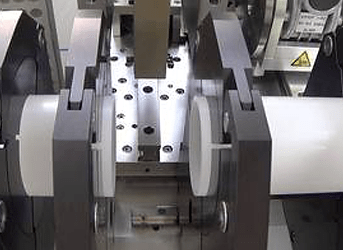
Mirror imaged welding
At heating element welding or mirror-imaged welding the joint area of the welded parts will be heated up through contact with the help of a PTFE-coated heating element and afterwards connected under pressure. This is a multi-stage method as the heating and the connection of the formed components running temporally separated from each other. After the formed components were fixed in a mounting tool, they get moved against an electrical heated heating element. With the contact of the joint area at the heating element the welding process begins. It is classified in the process stages heating, convert and joining.
Infrared welding
The infrared technology hab been established as capable and clean welding technique in the plastics industry.
Thermoplastic polymers can be welded together with this method. A part of the radiance will be absorbed from the material and converted into heat. Through this the surface layer get fused and the plastic parts will be connected through pressing on each other. Infrared heat will be transfered contactless. The heat input is fast, precise and energy-efficient.
The usual disadvantage of a conventional contact-warming, like the adherence of melting, the uncontrolled emission in the surrounding, setup time and reparation time due to abraded nonstick coating, will be omitted.